
 [罗戈导读]在烟草行业中,为更好地满足卷烟装封箱中的工艺及生产需求,一种引入物流技术的新型柔性装封箱工艺模式应运而生,能够以烟垛为单位实现单一包装机组装封箱。
[罗戈导读]在烟草行业中,为更好地满足卷烟装封箱中的工艺及生产需求,一种引入物流技术的新型柔性装封箱工艺模式应运而生,能够以烟垛为单位实现单一包装机组装封箱。


在烟草行业中,为更好地满足卷烟装封箱中的工艺及生产需求,一种引入物流技术的新型柔性装封箱工艺模式应运而生,能够以烟垛为单位实现单一包装机组装封箱。以实现新型柔性装箱系统的工艺需求为基础,本文通过简析此种新型柔性装封箱系统的各种工艺布局,立足工艺需求及生产实际情况分析各自优劣势,为卷烟装封箱工艺布局的未来发展方向提供了参考依据。
近20年来,我国烟草行业卷烟成品的装封箱系统逐步发展,并形成了传统的工艺模式:条烟提升机、链板输送机将多个包装机组的条烟输送到装封箱机组前,同一品规的条烟通过垂直排包机(平条方式、立条方式、气垫方式),或选道下滑+横向收集机的方式实现条烟的下降及纵横向转换,进入装封箱机完成堆垛及装封箱的工艺模式。然而,传统的装封箱系统工艺存在以下不足:
(1)1组装封箱机组仅能实现一种品规卷烟成品的装封箱生产,装封箱机组配置数量较多;
(2)纸箱内的卷烟成品为多台包装机组产品混装,不利于质量追溯;
(3)卷烟成品在下降及纵横向转换过程中容易发生损坏;
(4)多台包装机组成品在装封箱机组内堆垛,造成生产能力过低;
(5)卷烟成品规格变化需对装封箱系统进行改造才能适应生产。
针对以上传统工艺模式中存在的问题,本文将物流技术引入装封箱模式,提出一种新型柔性装封箱系统的工艺模式,将原有的以条为单位的装封箱模式,改变为以烟垛为单位的装封箱模式,并以更好地实现这种新型柔性装封箱工艺模式为基础,剖析多种工艺布局设计中的关键点及存在的优势和劣势,为未来卷烟装封箱系统的工艺模式发展提供参考依据。
一、一种新型柔性装封箱系统工艺简介
新型柔性装封箱系统工艺,采用单一包装机组条烟单独堆垛,烟垛周转箱输送至装封箱机的工艺模式。每一台包装机组通过条烟链板输送机对接一台条烟堆垛机,实现单一包装机组条烟50条(25条)的堆垛并装入周转箱,每个周转箱底部均设置有RFID电子标签。烟垛装入周转箱时,读写器把相关信息(包装机组、生产时间、品牌等)写入周转箱上的RFID电子标签,实现周转箱(实箱)带信息输送。周转箱输送到装封箱机组前端时,RFID读写器读取周转箱上的品牌信息,并根据每台装封箱机组实际生产品牌情况进行确认,进入装封箱机组。其中,装封箱机组可实现两种品牌条烟的装封箱,机器人根据品牌信息抓取相应纸箱,并进行品牌确认后供送纸箱。

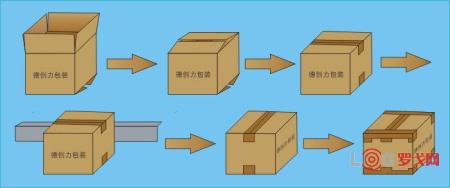
图1 新型柔性装封箱系统工艺流程
新型柔性装封箱系统工艺流程如图1,成品烟箱在装封箱机组出口进行一号工程码打贴标后再进行扫码,读取成品烟箱上的一号工程码,由装封箱系统把该件烟箱的相关信息(包装机组、生产时间、品牌等)和一号工程码进行捆绑,为产品质量的过程追溯提供信息,实现卷烟质量通过一号工程码直接追溯到单一包装机组。
二、工艺布局方式简析
根据新型柔性装封箱工艺模式,结合厂区及卷包机组布局,因地制宜地进行新型柔性装封箱区域的工艺布局设计。新型柔性装封箱系统工艺,将传统装封箱机组中的条烟堆叠功能单独分离出来,实现单一包装机组的条烟堆叠成件,烟垛与装封箱机组间存在输送问题,必然引入物流工艺。因此,工艺布局的优化与否,将会影响整个工艺实现的流畅性及生产的保障性。
1. 整体平面布局设计
烟垛周转箱的输送与装封箱机组间的布局可同层,亦可非同层布置,同层布置优势在于:便于集中操作及故障的处理,其劣势在于:条烟输送下滑道过长易导致烟条损伤,平面空间占用较大,装封箱机组被输送线隔断,导致AGV物料输送无法到机组。

图2 新型柔性装封箱系统异层布置立面图
异层布置立面图如图2,条烟堆垛机及烟垛周转箱输送线布置于二层平台,装封箱机组布置于一层,经升降机连接二层烟垛周转箱与一层装封箱机组。二层平台下方空置部分,部分布置人工应急处理工位及烟垛周转箱(包含空盒及实盒)的缓存工位,用于装封箱机组短暂停机时的缓存,及系统长期停机时烟垛周转箱的储存。其优势在于:条烟输送下滑道较短利于烟条收集,烟垛周转箱的输送线集中布置于钢平台上,平台下方空间可用于AGV的物料输送、人工应急处理工位、烟垛周转箱(空盒、实盒)缓存库及其它用途;其劣势在于:平台下方高度空间受限于车间整体布局,操作及维修人员需上下平台进行作业处理。
整体的工艺平面布局设计,以保障工艺需求为基础,结合两种布局的优劣势,对卷包机组(≥10)较多者,物料自动化供给系统以异层布置较为优选方案。
2. 环形物流输送

图3 大环形物流输送平面示意图
针对烟垛周转箱的输送线路,结合物流特性,划分为两种工艺布局模式:环形物流输送、上下层物流输送。环形物流输送布局如图3,共33组卷接包机组,即布置33组条烟堆垛机,共9组装封箱机组。左边区域为硬包区,根据实际情况可设置烟垛周转箱输送为一个或多个大环形输送;右边区域为硬包区,根据实际情况可设置烟垛周转箱输送为一个或几个大环形输送。一般情况,4〜6组条烟堆垛机对接1组装封箱机组,以包装规格[软、硬包及特殊规格(中、细支)]划分区域,同种包装规格间烟垛周转箱的输送以环形输送线实现;空盒、实盒在同一环形线输送,为保证空盒的及时供应,在环形内增加直线型的空盒输送线;为保证生产的最大柔性,环形与环形间连通,适用于特殊情况下烟垛周转箱品牌选择的广泛性。
以满足系统流量为依据,进行环形区域大小的划分。针对以上工艺布局,进行系统仿真建模运行分析:用于周转箱输送的环形输送线能力是否满足流量需求;空盒供应能否满足响应时间需求,是否会因空盒供应不及时而造成条烟堆垛机停机;输送系统中是否存在瓶颈;每个对应的环路的空盒合理配置数量。通过仿真结论如下:软包线环路中12组包装机组,由于流量过大,实盒与空盒之间存在相互阻塞,会造成对应装封箱机入口节点流量过大,容易堵塞;且空盒不能及时供应到位,导致条烟堆垛机间歇性停机,连锁导致条烟链板输送停止、包装机组停机。

图4 小环形物流输送平面示意图
针对仿真结论,结合系统可能存在的瓶颈,优化设计方案,重新设定环形输送线的大小,如图4,将原有的软包大环形线拆分为两个小环形输送。与大环形物流输送方案相比,小环形方案将12组高速软包机组分为两个环路,对流量进行分解,不会出现空盒供应不及时和实盒堵塞的情况。另外,进一步优化空盒控制、调度策略:将空盒返回通道所对应的缓存线全部作为空盒缓存工位,以保证在生产过程中空盒的及时供应。
环形输送线布局优势在于:适用于包装机组(≤10)较少情况;环形内布置的装封箱机组,烟垛周转箱理论上可选择同品牌装封箱机组进入,最大化实现柔性生产;其劣势在于:因空盒与实盒交叉输送于环形输送线上,可能存在空盒供应不及时、实盒堵塞的情况;位于环形中最远端的条烟堆垛机,空盒供应时间较缓慢,不易对接卷包高速机组。
3. 上下层物流输送

图5 上下层物流输送立面示意图
针对环形物流输送的工艺布局可能存在的系统瓶颈,结合卷接包机组大流量的需求,布置设计上下层物流输送布局模式,如图5。条烟堆垛机及烟垛周转箱输送线布置于架空的钢平台上,采用往复式托盘升降机实现烟垛周转箱(空、实箱)和装封箱机之间的链接,烟垛周转箱输送机主线按双层布置,上层用于空盒输送,下层用于实盒输送。每台双品牌装封箱机均配置有实箱(空箱)存储装置,布置在钢平台下,可满足每台双品牌装封箱机24个烟垛周转箱的存储。

图6 上下层物流输送工艺布局示意图
每套条盒储存输送系统对接4台条烟堆垛机,形成1条烟垛输送支线(双层)与装封箱机对接,每套条盒储存输送系统支线(双层)由纵向烟垛输送机主线(双层)联通,如图6,为保证系统的最大柔性,理论上所有条盒储存输送系统支线(双层)的烟垛周转箱均可任意进入任意装封箱机组,实际布置时考虑到效率及规格问题,相同规格装封箱机组尽量分片区集中布置。
上下层物流输送工艺布局,其优势在于:将空盒、实盒的物流输送分层输送,结合柔性生产需求,适用于卷接包机组大流量生产,理论上系统不存在空盒供应不足及实盒堵塞的情况;其劣势在于:相比环形输送的最大化柔性生产,其柔性存在一定的局限性,每套条盒储存输送系统间的联通输送线存在正反转间的切换,在相邻输送线间选择装封箱机组较为容易,跨越输送线交叉输送时只能同时实现部分,且流量较大时容易堵塞。
四、结语
新型柔性装封箱系统工艺布局设计时,立足卷包生产流量测算数据,满足工艺需求,结合生产实际情况,根据厂区整体布局,选择适宜的装封箱系统工艺布局,使之发挥最大优势,以保障生产。


Tracy:绿色不是成本!
6717 阅读
靠供应链暴赚、大建冷链物流,年营收77亿的奶茶品牌冲刺IPO
3254 阅读
跃点物流科技获350万美元A+轮融资
2904 阅读顺丰、鲜生活、京东物流、万纬物流、普冷、菜鸟…谁家冷链能在2025实现新突破?
1934 阅读京东物流发布全球织网计划2.0路线图:全面构建海外仓配“2-3日达”时效圈
1602 阅读物流新央企成立!中国数联物流信息有限公司
1209 阅读中力股份上交所主板上市,电动叉车市场迎新机遇
1153 阅读顺丰、圆通、韵达、申通发布最新业绩
1041 阅读顺丰实现全货机国内航班首次可持续航空燃料商业飞行
968 阅读科技助力轮胎制造业转型,菜鸟与华勤集团通力轮胎自动化仓储升级项目正式启动
990 阅读







粤公网安备 44030402005698号




















